CNC Metal lathe machine or metalworking lathe machine is a large category of CNC lathes designed for precisely machining relatively hard materials. They were originally designed to process metals; however, with the advent of plastics and other materials, and with their inherent versatility, they can also be used in a wide range of applications, and a broad range of materials. In machining jargon, where the larger context is already understood, they are usually simply called lathes, or else referred to by more-specific subtype names (toolroom lathe, turret lathe, etc.). These rigid machine tools remove material from a rotating workpiece via the (typically linear) movements of various cutting tools, such as tool bits and drill bits.


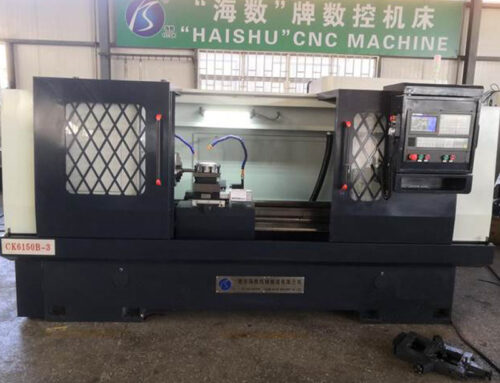
CNC Metal lathe Machine / CNC turning center
Computer numerical controlled (CNC) lathes are rapidly replacing the older production lathes (such as multispindle, etc.) due to their ease of setting, operation, repeatability, and accuracy. A CNC Turning Lathe is a computer-Controlled piece of machinery. It allows basic machining operations such as turning and drilling to be carried out as on a conventional lathe. They are designed to use modern carbide tooling and fully use modern processes. The part may be designed and the tool paths programmed by the CAD/CAM process or manually by the programmer, and the resulting file uploaded to the machine, and once set and trialed the machine will continue to turn out parts under the occasional supervision of an operator.
The CNC Metal lathe machine is controlled electronically via a computer menu style interface, the program may be modified and displayed at the machine, along with a simulated view of the process. The setter/operator needs a high level of skill to perform the process. However, the knowledge base is broader compared to the older production machines where intimate knowledge of each machine was considered essential. These machines are often set and operated by the same person, where the operator will supervise a small number of machines (cell).
The design of a metal lathe machine varies with different manufacturers, but they all have some common elements. The turret holds the tool holders and indexes them as needed, the spindle holds the workpiece and there are slides that let the turret move in multiple axes simultaneously. The machines are often totally enclosed, due in large part to occupational health and safety (OH&S) issues.
With the rapid growth in this industry, different CNC lathe manufacturers use different user interfaces which sometimes makes it difficult for operators as they have to be acquainted with them. With the advent of cheap computers, free operating systems such as Linux, and open-source CNC software, the entry price of CNC machines has plummeted.
CNC Horizontal Milling
CNC horizontal machining is performed using horizontally-configured metal lathe machines, machining centers, boring machines, or boring mills. The equipment used typically consists of rotating cylindrical cutters moving up and down along five axes. These machines are capable of producing a variety of shapes, slots, holes, and details on a three-dimensional part.
CNC Vertical Milling
Vertically-oriented CNC machines utilize cylindrical cutters on a vertical spindle axis to create plunge cuts and drilled holes, as well as custom shapes, slots, and details on three-dimensional parts. Equipment used in this type of milling includes vertical lathes, vertical machining centers, and 5-axis machines.[7]
Swiss-style lathe / Swiss turning center
A view inside the enclosure of a CNC Swiss-style lathe/screw machine
A Swiss-style lathe is a specific design of lathe providing extreme accuracy (sometimes holding tolerances as small as a few tenths of a thousandth of an inch—a few micrometers). A Swiss-style lathe holds the workpiece with both a collet and a guide bushing. The collet sits behind the guide bushing, and the tools sit in front of the guide bushing, holding stationary on the Z axis. To cut lengthwise along the part, the tools will move in and the material itself will move back and forth along the Z axis. This allows all the work to be done on the material near the guide bushing where it is more rigid, making them ideal for working on slender workpieces as the part is held firmly with little chance of deflection or vibration occurring. This style of lathe is commonly used under CNC control.
Most CNC Swiss-style lathes today use one or two main spindles plus one or two back spindles (secondary spindles). The main spindle is used with the guide bushing for the main machining operations. The secondary spindle is located behind the part, aligned on the Z axis. In simple operation it picks up the part as it is cut off, and accepts it for second operations, then ejects it into a bin, eliminating the need to have an operator manually change each part, as is often the case with standard CNC turning centers. This makes them very efficient, as these machines are capable of fast cycle times, producing simple parts in one cycle (i.e., no need for a second machine to finish the part with second operations), in as little as 10–15 seconds. This makes them ideal for large production runs of small-diameter parts.
Swiss-style Lathes and Live Tooling
As many Swiss lathes incorporate a secondary spindle, or ‘sub-spindle’, they also incorporate ‘live tooling‘. Live tools are rotary cutting tools that are powered by a small motor independently of the spindle motor(s). Live tools increase the intricacy of components that can be manufactured by the Swiss lathe. For instance, automatically producing a part with a hole drilled perpendicular to the main axis (the axis of rotation of the spindles) is very economical with live tooling, and similarly uneconomical if done as a secondary operation after machining by the metal lathe machine is complete. A ‘secondary operation’ is a machining operation requiring a partially completed part to be secured in a second machine to complete the manufacturing process. Generally, advanced CAD/CAM software uses live tools in addition to the main spindles so that most parts that can be drawn by a CAD system can actually be manufactured by the machines that the CAD/CAM software support.
Combination lathe / 3-in-1 machine
A combination lathe, often known as a 3-in-1 machine, introduces drilling or milling operations into the design of the lathe. These machines have a milling column rising up above the lathe bed, and they utilize the carriage and topslide as the X and Y axes for the milling column. The 3-in-1 name comes from the idea of having a lathe, milling machine, and drill press all in one affordable machine tool. These are exclusive to the hobbyist and MRO markets, as they inevitably involve compromises in size, features, rigidity, and precision in order to remain affordable. Nevertheless, they meet the demand of their niche quite well, and are capable of high accuracy given enough time and skill. They may be found in smaller, non-machine-oriented businesses where the occasional small part must be machined, especially where the exacting tolerances of expensive toolroom machines, besides being unaffordable, would be overkill for the application from an engineering perspective.


CNC Metal Lathe Machine, Mini-lathe and micro-lathe
CNC metal lathe machine ,Mini-lathes and micro-lathes are miniature versions of a general-purpose center lathe (engine lathe). They typically only handle work of 3 to 7 in (76 to 178 mm) diameter (in other words, 1.5 to 3.5 in (38 to 89 mm) radius). They are small and affordable lathes for the home workshop or MRO shop. The same advantages and disadvantages apply to these machines as explained earlier regarding 3-in-1 machines.
As found elsewhere in English-language orthography, there is variation in the styling of the prefixes in these machines’ names. They are alternately styled as mini-lathe, mini-lathe, and mini-lathe and as micro lathe, micro lathe, and micro-lathe.
Brake lathe
A lathe specialized for the task of resurfacing brake drums and discs in automotive or truck garages.
Wheel lathe
Wheel lathes are machines used to manufacture and resurface the wheels of railway cars. When wheels become worn or compromised from excessive use, this tool can be used to re-cut and recondition the wheel of the train car. There are a number of different wheel lathes available including underfloor variations for resurfacing wheels that are still attached to the rail car, portable types that are easily transported for emergency wheel repairs, and CNC versions that utilize computer-based operating systems to complete the wheel repair.
Pit lathe
A lathe for large diameter, though short work, built over a recess in the floor to admit the lower part of the workpiece thus allowing the coolest to stand at the turner’s waist height. An example is on display at the London Science Museum, Kensington.
Vertical lathe
For even larger diameter and heavier work, such as pressure vessels or marine engines, the lathe is rotated so it takes the form of a turntable on which parts are placed. This orientation is less convenient for the operator but makes it easier to support large parts. In the largest, the turntable is installed flush with the floor, with the headstock recessed below, to facilitate loading and unloading workpieces.
Because operator access is less of an issue for them, CNC vertical turning machines are more popular than manual vertical lathes.
Oil country lathe
Specialized lathes for machining long workpieces such as segments of drill strings. Oil country lathes are equipped with large-bore hollow spindles, a second chuck on the opposite side of the headstock, and frequently outboard steadies for supporting long workpieces.
Feed mechanisms
Various feed mechanisms exist to feed material into a lathe at a defined rate. The aim of these mechanisms is to automate part of the production process with the end goal of improving productivity.
Bar feeder
A bar feeder feeds a single piece of bar stock into the cutting machine. As each part is machined, the cutting tool creates a final cut to separate the part from the bar stock, and the feeder continues to feed the bar for the next part, allowing for continual operation of the machine. There are two types of bar feeds used in lathe machining: Hydrodynamic bar feeds, which rest the bar stock in a series of channels whilst clamping down on the top and bottom of the bar, and hydrostatic bar feeds, which hold the bar stock in a feed tube using pressurized oil.[9]
Bar loader
A bar loader is a variation on the bar feeder concept in that multiple pieces of bar stock may be fed into a hopper, and the loader feeds each piece as necessary.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}