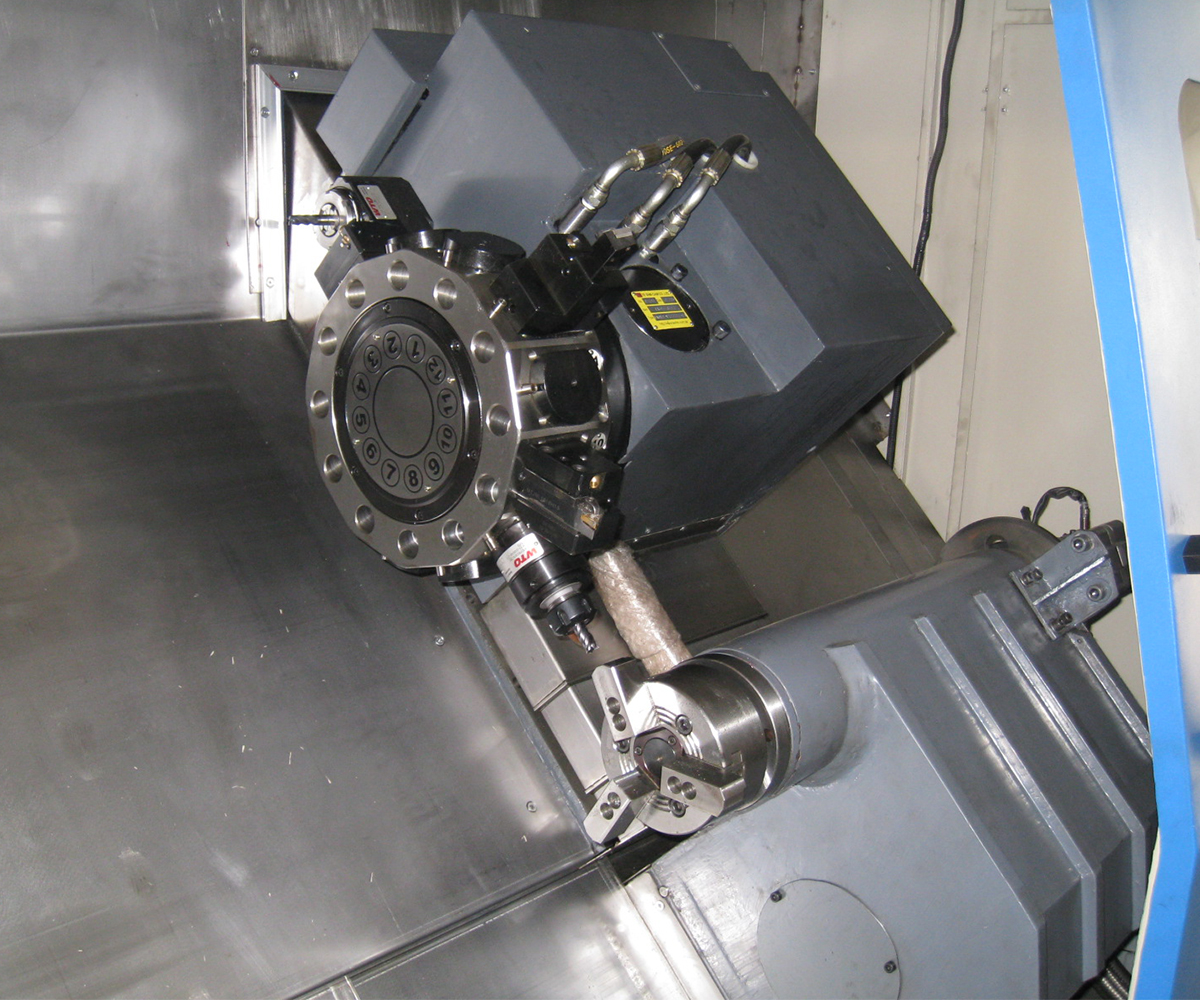
Numerous CNC programming skills, such as tool path planning, correspond to program selection. CNC lathes are metal machine tools that can process complex workpieces. Our CNC lathe machines can be matched with gsk, knd, Fanuc, and Siemens systems. And CNC lathe can be equipped with a power turret for turning, milling, drilling, and tapping according to customer needs.
Another Numerous CNC programming skills are to automate programming through NC lathe programming software. This CNC lathe programming software is more suitable for the complex programming of machining centers, CNC milling machines, and turn-milling compound machine tools. It is impossible to manually realize arc connection and roundness processing connection. So it is very necessary to learn more Numerous CNC programming skills. This will help you master your skills better and take on more CNC machining tasks.



Below I will introduce you to Numbers CNC programming skills
- For plane processing, use more flat-bottomed knives and fewer ball knives, which can reasonably reduce the processing time.
- First use a large knife to open the rough, and then use a small knife to remove the remaining material, and then use the light knife after the remaining amount is the same.
- Useless or even no white steel knives to roughen copper workers. Hard alloy knives or flying knives are commonly used.
- The white steel knife should be limited by its own characteristics, and the speed should not be too high when installed and used.
- When cleaning the corners of the copper workers, you should first check the size of the R angle of the corners to be cleaned, and then determine the size of the ball cutter.
- The four corners of the school surface plane should be flat.
- Everything with an integer slope must be processed with a slope knife.
- When the height of the workpiece is too high, the workpiece should be layered, and knives of different lengths should be used for roughing.
- When the height of the workpiece is too high, the workpiece should be layered, and knives of different lengths should be used for roughing.
- When going WCUT, if you can go to FINISH, don’t go to ROUGH.
- When programming toolpath, try to be as simple as possible. When programming grooving, shape, single-sided, etc., it is necessary to avoid high-level toolpath such as wrapping.
- The programming tolerance should be reasonable, taking into account the precision of balancing machining and the time of computer simulation calculation. When roughing, the tolerance is preferably set to 1/5 of the allowance, and when the light knife is processed, the tolerance is preferably set to 0.01.
- When polishing the shape of the workpiece, the principle of rough first and then fine should be followed. If the workpiece is too high, the edge can be polished first, and then the bottom.
- A sense of responsibility, carefully check every parameter and try to avoid rework.
- A little more process can reduce the time of empty knife. With a little more thought, you can reduce the chance of making mistakes. Doing a little more auxiliary line auxiliary surface can improve the processing condition.
- Before editing each process, you should carefully think about the remaining amount after the processing of the previous process, so as to avoid empty knives or excessive processing.
- Diligent in learning, good at thinking, and continuous improvement.
You can also refer to the following formulas:
For non-planar milling, use more ball cutters, fewer end cutters, and don’t be afraid to pick up the cutter;
Small knives clean the corners, big knives are refined;
Don’t be afraid of patching, proper patching can improve the processing speed and beautify the processing effect.
High hardness of blank material: better up-cut milling
The low hardness of blank material: better down milling
The machine tool has good precision, good rigidity, and finishing: it is more suitable for down milling, and vice versa.
Climb milling is strongly recommended for finishing inside corners of parts.
Roughing: Up milling is better, Finishing: Climbing milling is better
The tool material has good toughness and low hardness: it is more suitable for rough machining (machining with a large cutting amount)
The tool material has poor toughness and high hardness: it is more suitable for finishing (small cutting amount processing)




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}